Precision machine shops that must meet detailed specifications with tight tolerances for critical applications have no choice but to exert complete control over all aspects of the production process. After all, the word “control” is one of the Cs in CNC. However, control also extends to the finishing tools and techniques used for cross hole deburring, cylinder honing, surface finishing, edge-blending and cleaning of parts prior to delivery to the customer.
For machine shops, the stakes could not be higher as they essentially stake their reputation by extension their profitability and viability on their finishing techniques. Asked to meet extremely precise specifications and tight tolerances, failure to do so could mean economic ruin.
Perhaps even more important, poorly finished products used in critical aerospace, medical, electrical, weaponry and other applications can lead to catastrophic failures in the field.
According to James Mawazeb, a long-time lead engineer and director of operations at a machine shop in Houston, Texas, one common challenge is deburring the intersection of cross-drilled holes.
The removal of burrs during the production process is critical for high quality, precision parts. In many applications, cross-drilled holes act as conduits for fluids, lubricants and gases. Failing to remove burrs can cause blockage of these critical passages or create turbulence in the flow. Burrs can also lead to part misalignments, affect dimensional tolerances and limit the overall efficiency of machined components.
"In aerospace or automotive engine and transmission components, for example, if a burr gets dislodged during use it could cause a massive fault during use,” Mawazeb said.
Mawazeb, who also has a degree in electrical engineering, says the same thing applies to products like power distribution and transmission components.
“If you leave a small burr or even a subsurface crack in a part, it can lead to a fault inside a transformer or breaker and can cause massive electrical issues.”
Removing burrs is particularly problematic when dealing with machined superalloys, such as titanium, Monel, Inconel, Incoloy, Invar, Rene and Hasteloy. During machining, drills and reamers quickly dull and can create large, extruded burrs that are difficult to remove. Other factors that contribute to burr size are the depth of cut and rate of the cut.
To ensure a flawless fit and durability of fasteners and other rotating or mated parts, it is vital that through-holes are chamfered and free of metal burrs from the hole cutting process. Fortunately, there are a lot of options, with selection of finishing tool often based on the desired finish, type of metal or alloy machined and size of burr.
To satisfy the customer’s requirements, machine shops must reliably remove burrs and sharp edges in cross-drilled holes and other difficult-to-access areas such as undercuts. For this, a flexible abrasive hone is one of the few tools that can reach undercuts and intersecting cross-holes while also providing edge breaking.
For this finishing operation, Mawazeb says he uses the Flex-Hone from Los Angeles-based Brush Research Manufacturing (BRM). The company is known for inventing the tool and turning it into a global brand.
The Flex-Hone is characterized by the small, abrasive globules that are permanently mounted to flexible filaments and is a low-cost tool for sophisticated surfacing, deburring and edge-blending. The hones are available in a variety of sizes, abrasive types and grit selections.
The Flex-Hone is available with a premium nickel coated diamond abrasive for use on materials like carbide, ceramic and aerospace steel alloys; as well as a CBN (Cubic Boron Nitride) option that is even harder and is specifically designed for superalloys.
For best results, the deburring tool is typically rotated into the main bore into which the cross holes break. After a few clockwise strokes, the tool is removed and the spindle reversed to rotate and stroke the flexible hone in a counterclockwise direction for a few more strokes. The forward and reverse rotation creates a symmetrical deburring pattern. Coolant should be used to keep metal cuttings and deburred metal in suspension.
 To ensure a flawless fit and durability of fasteners and other rotating or mated parts, it is vital that through-holes are chamfered and free of metal burrs from the hole cutting process.Brush Research
To ensure a flawless fit and durability of fasteners and other rotating or mated parts, it is vital that through-holes are chamfered and free of metal burrs from the hole cutting process.Brush Research
Abrasive Nylon Brushes
Another option for light deburring, edge breaking and surface finishing is an abrasive nylon brush. In some cases, this type of tool can also eliminate machining operations traditionally performed by chamfer tools and face mills.
The NamPower line of disc brushes developed by BRM, for example, is composed of flexible abrasive nylon filaments bonded to a fiber reinforced thermoplastic base.
The disc brushes contain a unique combination of both ceramic and silicon carbide that work like flexible files, conforming to part contours, wiping and filing across part edges and surfaces to deliver maximum burr removal rates along with an ideal surface finish. Other common uses are edge blending, part cleaning and rust removal.
For today’s hardened steels and alloys, even this type of tool may not be sufficient. For more aggressive deburring, a wheel brush with abrasive nylon filaments made of silicon carbide may be required. Diamond grit can be used for the hardest metals and alloys in use today.
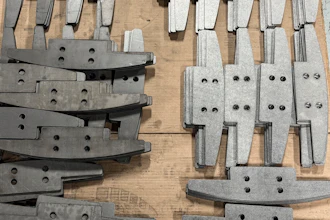
Mawazeb says he turned to a 3-inch diameter composite hub radial wheel brush to remove large burrs from machined holes in an extremely hard 4140 steel alloy part used as a muzzle brake for firearms.
A muzzle brake is a device connected to the barrel of a rifle or pistol to help control recoil and the rising of the barrel that occurs after firing. Muzzle brakes utilize slots, vents, holes, baffles and similar devices to redirect a portion of propellant gases to counter recoil and unwanted muzzle rise.
When machining these holes, large burrs were forming at the oval-shaped gas ports. The cylinder was made of 4140 steel, which is a 1% chromium, molybdenum steel alloy that is generally hardened and tempered to a tensile strength of 850-1000 Mpa.
Wheel brushes are circular in shape with uniform distribution of the fill materials extending radially from the center core to the periphery. The brushing action occurs at the edge or face of the tool on machined parts, providing more aggressive burr removal. In addition, Mawazeb says the brush provided a soft edge break to the 4 ports so they were not razor sharp without affecting the surface finish.
 For today’s hardened steels and alloys, a wheel brush with abrasive nylon filaments made of silicon carbide may be required for more aggressive deburring.Brush Research
For today’s hardened steels and alloys, a wheel brush with abrasive nylon filaments made of silicon carbide may be required for more aggressive deburring.Brush Research
Surface finish
Surface finish may not seem as immediately critical as a dislodged burr, but it also can cause potential problems, says Mawazeb.
“Without the ideal surface finish, parts may not fit correctly and then you have to go back to the problem and solve it all over again, which means cutting out a whole new part. So, it is something that machine shops need to keep in mind as part of their quality control process.
“Machine shops understand the value of having a good surface finish, because if the finish isn't to the standard the customer requires, you are not going to have that customer for very much longer and machine shops need to keep that revenue coming in,” Mawazeb said.
For one project, a customer specified a rougher finish of a stainless-steel part to improve the application of a coating. The shop delivered the required surface finish by utilizing the same abrasive nylon brush they used for light deburring, illustrating the versatility of many of these tools.
Automation = control
Another way to ensure control of the finishing process is to automate deburring and finishing operations instead of handling it as part of a secondary process offline. By doing so, CNC part and component manufacturers can reduce labor costs and speed high-volume parts finishing.
Although the tools involve abrasives, little to no abrasive grit is generated during machining. Even if a minimal amount is generated it is comparable to the metal chips, grinding dust and tool abrasion created during the machining process itself.
By integrating abrasive tools in the machining process, complex parts with cross-drilled holes and other difficult-to-access features can be deburred, honed, surface finished, etc. in-house, at less cost. In automated machining, removal of burrs and sharp edges in cross-drilled holes and other difficult-to-access areas such as undercuts, grooves, slots or internal holes can be tedious and time consuming.
“Any time we can incorporate secondary operations right into the machining process, we save time, money, and also reduce our in-house labor requirements,” Mawazeb said. “The parts we make are complex and have a lot of intersecting holes, so relying on a person to repeat that process every single time to the quality level required will always introduce some potential inconsistency there.”
“The problem manually doing the work offline is eventually after a few hundred parts, you are likely to have some that are not quite right or within tolerance,” Mawazeb said. “Because, let’s be honest, people aren’t perfect. On a CNC machine, it can get pretty close to perfect every time.”